- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laboratorinių verčių supratimas: tikras būdas skaityti spalvas – trys pagrindiniai spalvų skirtumo valdymo inžinerinių plastikų parametrai
„Ar 2,1 ΔE kolorimetro ataskaitoje yra priimtinas, ar ne?
„Klientas sako, kad laboratorijos vertės yra išjungtos, bet spalvos man atrodo beveik tokios pačios.
Tai klausimai, kuriuos mūsų techninė komanda girdi kiekvieną dieną. Inžinerinės plastikos pramonėje spalvų skirtumas nebėra vertinamas vien plika akimi. Nesvarbu, ar tai automobilių interjero dalys, 3C elektronikos korpusai ar pramoniniai konstrukciniai komponentai, klientai beveik visada pateikia spalvų skirtumo priėmimo standartą, kuriame aiškiai nurodyta: ΔE ≤ 0,5, kai L, a, b vertės neviršija nustatytų leistinų nuokrypių.
Taigi, kas tiksliai yra L, a ir b? Ir kodėl jie yra patikimesni nei vizualinis patikrinimas? Šiandien mes paaiškinsime šiuos tris parametrus inžinerinių plastikų gamybos kalba.

I. Spalvų „koordinačių sistema“: laboratorijos spalvų erdvė
Įsivaizduokite, kad norint tiksliai nustatyti vietą žemėlapyje, jums reikia ilgumos, platumos ir aukščio. Lab spalvų erdvė yra spalvų „trimatė koordinačių sistema“.
Tarptautinės apšvietimo komisijos (CIE) įsteigta 1976 m., ji išlieka pasauliniu spalvų matavimo aukso standartu. Bet kuri spalva gali būti unikaliai išdėstyta šioje trimatėje erdvėje pagal koordinačių rinkinį (L, a, b).
• L reikšmė (Lightness) : svyruoja nuo 0 iki 100. L=100 yra grynai balta, L=0 yra gryna juoda. Inžinerinių plastikų atveju, kai juoda dalis tampa pilkšva arba balta dalis tampa gelsva, iš esmės pasikeičia L vertė.
• reikšmė (raudona-žalia spalva): teigiamos reikšmės rodo raudoną, neigiamos – žalią. Kai antipirenas ABS, kuris turėtų būti ryškiai raudonas, virsta „blyškia plytų raudona spalva“, greičiausiai problema yra vertė.
• b reikšmė (geltonai mėlynas atspalvis) : teigiamos reikšmės rodo geltoną, neigiamos – mėlyną. B vertė yra „jautriausias“ parametras – tokios medžiagos kaip PBT, PC ir nailonas yra linkę pageltonuoti apdorojant aukštoje temperatūroje. Kai b reikšmė pasislenka teigiamai, dalis matomai „tampa geltona“.
II. Trys skaičiai, trys įprasti „spalvų skirtumo simptomai“
Gamyboje greitai diagnozuojame pagrindines priežastis, pakeisdami laboratorijos vertes:
1. Didelis L vertės nuokrypis – pirmenybę teikite medžiagos būklei ir formavimo procesui patikrinti.
• Didelė L reikšmė (per balta/blyški): galimai žema pelėsių temperatūra arba nepakankamas titano dioksido kiekis pagrindiniame spalvų mišinyje.
• Žema L reikšmė (per tamsi): galimas medžiagos gedimas (per didelės temperatūros poveikis) arba prastas pelėsių išleidimas.
2. Didelis vertės nuokrypis – pirmenybę teikite medžiagos sudėties tikrinimui.
• Teigiamas vertės poslinkis (rausvas): dažnas antipireno medžiagose, kur antipirenas suyra esant aukštai temperatūrai, sukeldamas dažiklio spalvą.
3. Didelis b vertės nuokrypis – pirmenybę teikite džiovinimo sąlygų ir įpurškimo temperatūros tikrinimui.
• Teigiamas b vertės poslinkis (gelsvas): dažniausia priežastis yra perdžiūvimas arba per didelė lydymosi temperatūra. Nailono medžiagos yra ypač jautrios – 0,5 b vertės poslinkis plika akimi yra „gelsvas“.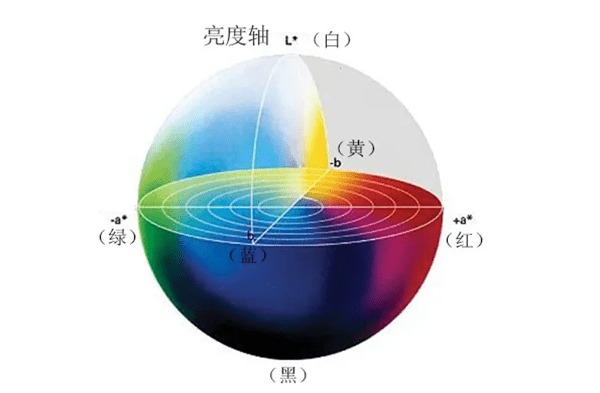
III. Kas yra ΔE? Kodėl negalime pasikliauti vien ΔE?
ΔE yra bendras nuokrypis tarp L, a ir b matmenų, apskaičiuojamas taip:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Jis naudoja vieną skaičių, kad apibendrintų „bendrą spalvų skirtumą“, todėl greitai nuspręsti. Tačiau problema yra tokia: ta pati ΔE gali reikšti labai skirtingus spalvų nukrypimus.
Pavyzdžiui:
• A atvejis: ΔL = 1,0, Δa = 0, Δb = 0 → ΔE = 1,0 (šiek tiek per balta)
• B atvejis: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (nukrypimai visomis trimis kryptimis)
Abu turi beveik tą patį ΔE, tačiau B atvejis yra „sudėtingesnis“ ir plika akimi gali atrodyti „purvesnis“. Todėl profesionalus spalvų skirtumų valdymas turi atsižvelgti ir į ΔE, ir individualius leistinus nuokrypius. Bendras automobilių vidaus dalių standartas yra: ΔE < 1,0, su |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Iš kur atsiranda spalvų skirtumas? Keturi bendri šaltiniai
Remiantis ilgamete klientų aptarnavimo patirtimi, pagrindiniai spalvų skirtumo šaltiniai skirstomi į keturias kategorijas:
1. Medžiagų partijos keitimas – skirtingų inžinerinių plastikų partijų bazinė spalva gali šiek tiek skirtis. Net ir tos pačios klasės atveju POM b vertės svyravimas tarp partijų yra 0,3–0,5.
2. Nekontroliuojamas džiovinimo procesas – tokios medžiagos kaip nailonas, PET ir PC yra jautrios drėgmei. Per mažas arba per didelis džiovinimas gali sukelti pageltimą. Vienu atveju operatorius padidino džiovinimo temperatūrą nuo 80 °C iki 100 °C, todėl b vertė šoktelėjo nuo 1,2 iki 2,8, todėl visa partija buvo pašalinta.
3. Įpurškimo formavimo proceso dreifas – nedideli priešslėgio, sraigto greičio, įpurškimo greičio, laikymo slėgio, formos temperatūros ir kt. pokyčiai gali pakeisti lydalo srautą ir kristalizacijos elgesį, o tai turi įtakos spalvos išvaizdai. Stiklo pluoštu sustiprintos medžiagos yra ypač jautrios.
4. Matavimo aplinkos skirtumai – skirtingi kolorimetrai, šviesos šaltiniai, matavimo angos ar net operatoriaus taikomas slėgis gali turėti įtakos rodmenims. Klientai ir tiekėjai turi susitarti dėl vieningo matavimo standarto (pvz., D65 šviestuvas, 10° stebėjimo kampas).
V. Išvada: spalva gali būti valdoma
Inžinerinėje plastikoje spalva nebėra paslaptis. Trys skaičiai L, a ir b subjektyvų jausmą „manau, kad spalva neteisinga“ paverčia objektyviu faktu „L reikšmė viršija toleranciją 0,6, b reikšmę 0,8“. Keturių spalvų skirtumo šaltinių supratimas padeda išvengti problemų prieš joms atsirandant.